Belt Conveyors for efficient operational processes
Belt conveyors play a big role regarding the industrial conveying technologie due to their modular design and multifunctional applicability. Through belt conveyors, microparts as well as larger goods can be transported efficiently and economically. Primary task of belt conveyors is optimizing the operational processes of industrial companies. With belt conveyors you are able to overcome not only straight distances but curves and slopes in form of angled conveyors as well.
Belt conveyors from sfb – multifunctional and custom-made
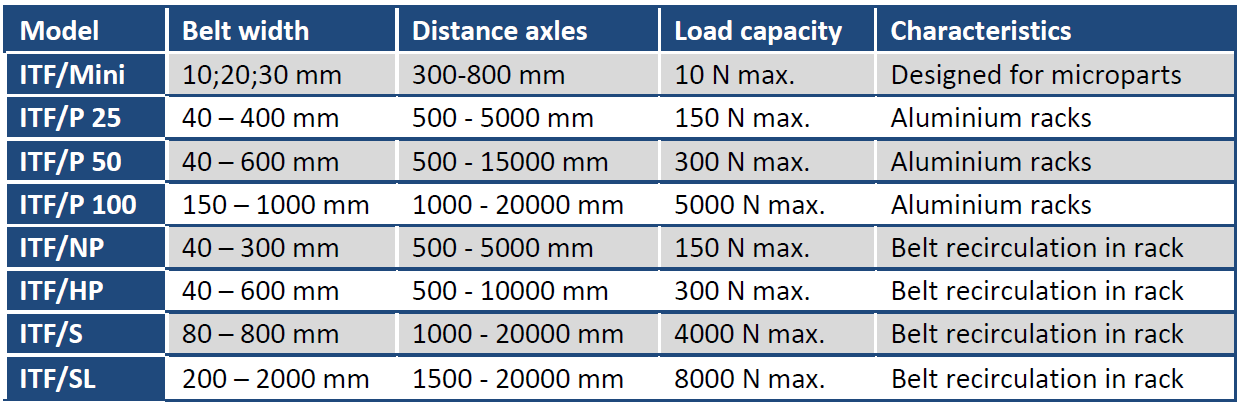
From „Mini“-conveyors to transport microparts, over multifunctional belt conveyors to special models for heavy loads: as an expert for high quality conveying technology, sfb offers a wide range of conveying systems based on belts.








The right choice of the belt type is essential for a trouble-free production process. Depending on the requirements concerning the nature of the transported material, food authorisation, chemical and temperature resistance, a variety of different belt types are available. If, for e.g., you need a conveyor for the transport of food, it is mandatory to be conform with the regulations of the Food and Drug Administration (FDA). Besides different materials, coatings and surface textures, a variety of slats, ledges and corrugated edges in different variations and sizes might be necessary for inclined or steep transport. All belt conveyors from sfb Fördertechnik distinguish themnselves by their high application flexibility and numerous customisation possibilities. Through a variety of accessories, you can customise the conveyor to your requirements. Some accessories are, for e.g., supports, laterla guides, knife edges, frequency convertors to regulate the speed and accessories for special purpose machines.